西安焊接钢管_西安焊接钢管有哪些
 2025-02-21 08:02:41
2025-02-21 08:02:41
陕西钢管有限公司是国内较大的西安钢管、无缝钢管、不锈钢管、20#45#厚壁无缝钢管、精密钢管、合金管、高中低压锅炉管、轴承钢管及焊管等生产销售企业。本公司是陕西成立时间较早的,生产规模da,产品质量g
 西安焊接钢管按焊缝形状分类西安焊接钢管可分为直缝焊管和螺旋焊管直缝焊管:生产工艺简单,生产,成本低西安利达镀锌管,发展较快。螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊西安直缝钢管,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制
“扬帆起航创伟业,西安友发镀锌钢管西安友发镀锌钢管宏图大志铸辉煌”陕西金德诚坚持与时俱进开拓进取,遵循市场发展的客观规律,西安友发镀锌钢管西安友发镀锌钢管不断适应市场的营销模式,力争以市场化要求的服务和产品西安友发镀锌钢管西安友发镀锌钢管,营造客户扩展网络开拓市场,实现企业可持续的协调发展。
西安焊接钢管按焊缝形状分类西安焊接钢管可分为直缝焊管和螺旋焊管直缝焊管:生产工艺简单,生产,成本低西安利达镀锌管,发展较快。螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊西安直缝钢管,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制
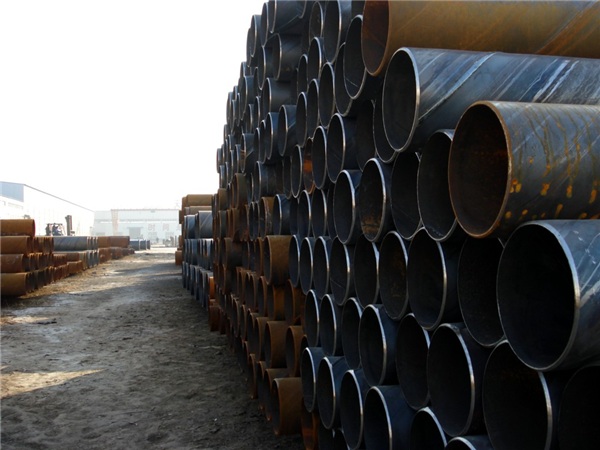
“扬帆起航创伟业,西安友发镀锌钢管西安友发镀锌钢管宏图大志铸辉煌”陕西金德诚坚持与时俱进开拓进取,遵循市场发展的客观规律,西安友发镀锌钢管西安友发镀锌钢管不断适应市场的营销模式,力争以市场化要求的服务和产品西安友发镀锌钢管西安友发镀锌钢管,营造客户扩展网络开拓市场,实现企业可持续的协调发展。 西安螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
西安螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。场化要求的服务和产品,营造客户扩展网络开拓市场,实西安友发镀锌钢管西安友发镀锌钢管现企业可持续的协调发展。

陕西金德诚钢管有限公司是国内较大的西安钢管、无缝钢管、不锈钢管、20#45#厚壁无缝钢管、精密钢管、合金管、高中低压锅炉管、轴承钢管及焊管等生产销售企业。地理位置优越,交通十分便利。

表面处理方法:1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。
2、东西除锈:首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度。
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。

陕西金德诚钢管有限公司是国内较大的西安钢管、无缝钢管、不锈钢管、20#45#厚壁无缝钢管、精密钢管、合金管、高中低压锅炉管、轴承钢管及焊管等生产销售企业。地理位置优越,交通十分便利。
表面质量:
钢筋表面允许不得有裂纹、结疤和折叠。
钢筋表面允许有凸块,但不得超过横肋的高度,钢筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允许偏差。
5.尺寸、外形、重量和允许偏差:
1)公称直径范围及推荐直径
钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、16、20、25、32、40、50mm。
2)带肋钢盘的表面形状及尺寸允许偏差
带肋钢筋横肋应符合下列基本规定:
横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;
横肋与间距l不得大于钢筋公称直径的0.7倍;
横肋侧面与钢筋表面的夹角α不得小于45度;
钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;
当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
陕西 钢铁有限公司焊接
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
焊缝间隙
将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
国标螺旋钢管标准内容
GB/T9711部分以基本的质量和试验要求()规定了石油工业中用于输送可燃流体和非可燃流体(包括水)的非合金钢和合金钢(不包括不锈钢)无缝钢管和焊接钢管的交货技术条件。本标准包括带螺纹和特重重量级带螺纹钢管;无螺纹、特轻重量级无螺纹、普通重量级无螺纹、 特重重量级(XS)无螺纹和特加重重量级(XXS)无螺纹钢管;以及承口和插口钢管。螺纹及螺纹量规的尺寸要求、测量方法规定、量规技术要求与检定、检验螺纹的仪器、方法在GB/T9253.4、GB/T9253.7和SY/T5994中给出,且适用于本标准所涉及的产品。本标准包括的钢级为L175,L210,L245,L290,L320,L360,L390,L415,L450,L485和L555以及介于表2所列的L290和较高钢级之间的中间钢级。表9A、表9B所示普通重量级无螺纹相特轻重量级无螺纹钢管,以及公称尺寸大于12(见表6)的带螺纹钢管,采用的尺寸标记为外径尺寸。对其它钢管,尺寸标记为钢管的公称尺寸。在本标准正文的各章节中,凡指明钢管尺寸界线(或尺寸范围)处,除注明为公称尺寸外,均指外径尺寸。这些外径尺寸界线和范围也适用于相应的公称尺寸。
特重重量级(XS)无螺纹和特加重重量级(XXS)无螺纹钢管;以及承口和插口钢管。螺纹及螺纹量规的尺寸要求、测量方法规定、量规技术要求与检定、检验螺纹的仪器、方法在GB/T9253.4、GB/T9253.7和SY/T5994中给出,且适用于本标准所涉及的产品。本标准包括的钢级为L175,L210,L245,L290,L320,L360,L390,L415,L450,L485和L555以及介于表2所列的L290和较高钢级之间的中间钢级。表9A、表9B所示普通重量级无螺纹相特轻重量级无螺纹钢管,以及公称尺寸大于12(见表6)的带螺纹钢管,采用的尺寸标记为外径尺寸。对其它钢管,尺寸标记为钢管的公称尺寸。在本标准正文的各章节中,凡指明钢管尺寸界线(或尺寸范围)处,除注明为公称尺寸外,均指外径尺寸。这些外径尺寸界线和范围也适用于相应的公称尺寸。